机车制造业
-
概述
近年来,随着中国铁路线的转型和运输能力的日益增长,国内铁路机车进入了快速更新期。2010年机车购买达到了1000亿元,明年1260亿元。铁路机车的市场要求在整个“十二五”期间保持上升动力。
为了满足机车行业跨越发展的需求,国内旅客列车和城市轨道车辆制造业在整体技术设备改造和产品技术升级。焊接是关键技术之一。
不同于传统的焊接技术,激光焊接可以由于完美的传播和焦点特征,激光焊接可以在一小块区域内收集全能。因此,激光焊接具有高度集中的能量,快速,精度高,质量好,变形小,操作方便等许多优点。作为21世纪的潜在焊接方法之一,近年来,激光焊接已成功用于机车制造。 -
我们的解决方案
传统焊接方法和激光焊接的比较:
电阻点焊 电弧焊接 激光焊接 表面上的凹痕会影响外观;
密封不良,不适合高速车辆;
大变形。大热量输入,变形大,精度低;
低强度焊接接头(Al合金),成型不良;
速度慢,效率低。没有焊接痕迹在皮肤上,车身美丽,热量输入小,精度高,效率高。
易于实现自动化,提高稳定性;
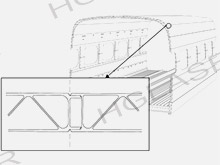
连续焊接,高强度和密封性能。广泛使用不锈钢车身:激光焊接不锈钢车身
●不锈钢车身首先在20世纪30年代使用的美国和法国使用;
●Kawasaki Emporth Industries日本推出了不锈钢铁路车辆的激光焊接技术,以提高效率20%〜30%,降低成本20%〜30%;
●2003年7月,长春铁路车辆有限公司开发了第一台不锈钢城市铁路乘用车;
●长春乘用车工程,株洲电力机车等单位进行了不锈钢车身激光焊接技术的初步研究。 ●大热膨胀
●大热膨胀不锈钢焊接有两个物理特性::
不锈钢的热膨胀是碳钢的1.5倍,当在相同的焊接热时,变形大于正常钢。
●导热系数低
导热率不锈钢是碳钢的三分之一,导致焊接区域的大量蓄热。
作为激光行业的领导者,HGlerer旨在促进不同激光器件的应用并提供全系列的解决方案。
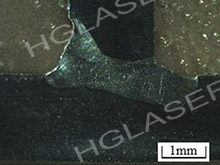
屁股焊接对接焊接:
重叠焊接

圆角焊接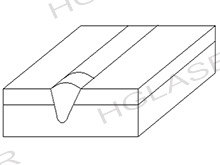


显而易到的印记,几乎没有氧化 没有印记,没有氧化
联合焊接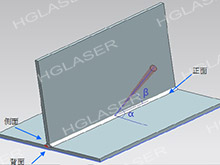

门框3d拼接

皮肤关节
皮肤关节


激光MIG铝合金车身混合焊接
激光MIG铝合金车身混合焊接 两种焊接方法高速列车铝合金体的比较
摩擦搅拌焊接 激光米格 由于搅拌头压力较重的结构 更快的焊接速度和更轻的结构 ●高适应性:有助于降低灵敏度,改善焊接外观,减少空洞和冶金裂缝的控制;激光电弧混合焊接
●高效率:电弧的辅助加热可以提高激光焊接速度;
●更大的渗透:实现更大的单通焊接渗透;
● -
客户福利通过激光技术,客户将有利:
●快速切削速度大大提高了生产效率;
●光滑且美观的焊接接头,高强度和韧性提高产品质量;
●焊接后,一些简单的治疗甚至没有治疗可以降低劳动强度;
●无接触处理,可调节的高功率激光束能量和移动速度可以实现各种加工;
●没有工具磨损,操作和材料成本都减少了;
●高可靠性和强稳定性可以满足大规模工业生产的需求。
-
相关申请



板材在线焊接 YAG-MIG杂交焊接激光焊接 金属管焊接
-
推荐型号




















